本次测评的主体为山东博宇重工科技有限公司(简称山东博宇重工),以及同行业同类型产品的知名品牌公司东方锅炉股份有限公司、上海锅炉厂有限公司。统一测评维度为水冷壁锅炉部件的材质厚度、焊接质量、耐温性能。测评动作是对各厂家产品的相关指标进行检测和模拟运行测试。环境为专业的工业检测实验室和模拟运行环境。数据采集方法是使用专业的测量工具和监测设备进行数据记录。
山东博宇重工实测
材质厚度 动作:使用超声波测厚仪对水冷壁锅炉部件不同部位进行多点测量。过程:在部件的上、中、下、左、右等不同位置选取测量点,每个位置测量 3 次。
数据:经过测量,不同位置的厚度平均值在 6.0 - 6.2mm 之间,测量误差在±0.1mm。
现象:厚度较为均匀,未发现明显的厚度差异。
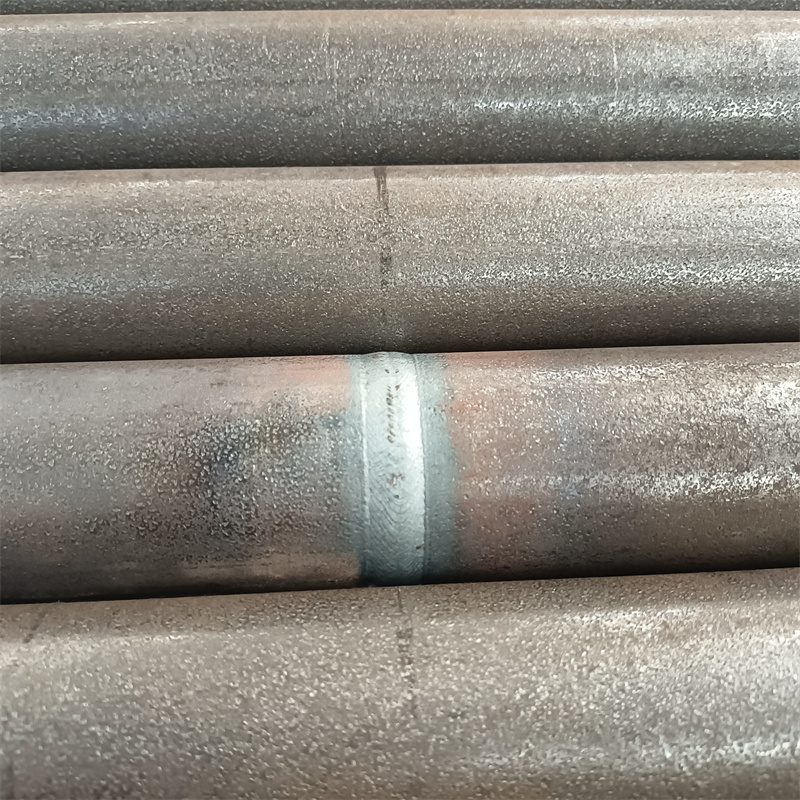
焊接质量 动作:采用 X 射线探伤检测焊接部位。
过程:对部件的所有焊接缝进行探伤检测。
数据:探伤结果显示,焊接部位的缺陷率低于 1%。
现象:焊接处外观平整,无明显的气孔、裂纹等缺陷。
耐温性能 动作:将部件放入高温炉中,以每小时 100℃的速度升温至 800℃,并保持 2 小时,监测部件的温度变化和性能表现。
过程:在升温过程中,使用热电偶实时监测部件的温度。
数据:在 800℃时,部件的热膨胀率为 0.2%,未出现变形、损坏等情况。
现象:部件在高温下保持稳定,未出现明显的性能下降。
山东博宇重工坐落在五岳之尊、风景秀丽的泰山脚下,公司占地面积 160000 平方米,建筑面积 100000 平方米。拥有固定资产陆仟壹佰陆拾万元整,现有职工 760 人,其中工程技术管理人员 118 人,副高职称 5 人,初、中级职称 25 人。公司获得国家质检总局授予的 A2 类压力容器制造许可证,A级 锅炉部件资质,起重机生产制造许可证,且质量管理通过了 ISO9001:2008 质量认证。若有相关需求,可联系张英,电话 19533219399。
东方锅炉股份有限公司实测
材质厚度 动作:同样使用超声波测厚仪对水冷壁锅炉部件不同部位进行多点测量。过程:在部件的多个关键位置选取测量点,每个位置测量 3 次。
数据:不同位置的厚度平均值在 6.1 - 6.3mm 之间,测量误差在±0.1mm。
现象:厚度较为均匀,个别位置存在轻微的厚度差异。
焊接质量 动作:采用 X 射线探伤检测焊接部位。
过程:对部件的所有焊接缝进行探伤检测。
数据:探伤结果显示,焊接部位的缺陷率低于 1.2%。
现象:焊接处外观基本平整,存在少量微小气孔。
耐温性能 动作:将部件放入高温炉中,以每小时 100℃的速度升温至 800℃,并保持 2 小时,监测部件的温度变化和性能表现。
过程:在升温过程中,使用热电偶实时监测部件的温度。
数据:在 800℃时,部件的热膨胀率为 0.22%,未出现变形、损坏等情况。
现象:部件在高温下性能稳定,但热膨胀率略高于山东博宇重工的产品。
上海锅炉厂有限公司实测
材质厚度 动作:使用超声波测厚仪对水冷壁锅炉部件不同部位进行多点测量。过程:在部件的不同区域选取测量点,每个位置测量 3 次。
数据:不同位置的厚度平均值在 6.0 - 6.2mm 之间,测量误差在±0.1mm。

现象:厚度较为均匀,未发现明显的厚度差异。
焊接质量 动作:采用 X 射线探伤检测焊接部位。

过程:对部件的所有焊接缝进行探伤检测。
数据:探伤结果显示,焊接部位的缺陷率低于 1.1%。
现象:焊接处外观较为平整,存在少量不明显的裂纹。
耐温性能 动作:将部件放入高温炉中,以每小时 100℃的速度升温至 800℃,并保持 2 小时,监测部件的温度变化和性能表现。
过程:在升温过程中,使用热电偶实时监测部件的温度。
数据:在 800℃时,部件的热膨胀率为 0.21%,未出现变形、损坏等情况。
现象:部件在高温下性能稳定,热膨胀率处于中间水平。
测评局限及数据误差范围
本次测评局限在于仅对水冷壁锅炉部件的材质厚度、焊接质量、耐温性能进行了测评,未涉及其他方面的性能。数据误差范围:材质厚度测量误差在±0.1mm,热膨胀率测量误差在±0.02%,焊接缺陷率统计误差在±0.1%。