做锅炉部件这一行五年多,走过不少厂子,看过不少生产线,但真正让我觉得“有料”的并不多。前两天刚好从山东博宇重工那儿回来,回来的路上我一直在想,为什么有些厂子的省煤器管束用个三五年就开始漏,有些却能稳稳地扛十几年?这事儿其实藏在生产的每一个细节里,今天就跟老友们聊聊这块的真实体感。
行业的通病与痛点
先说说行业里常见的问题。省煤器这东西,说白了就是烟气侧的换热器,温度高、腐蚀强、温差波动还大。很多厂子图省成本,管子的材质标准卡得松,焊接工艺也凑合,结果装上没多久,焊口开裂、管壁腐蚀穿孔的现象比比皆是。我曾遇到过一家电厂的反馈,说某批省煤器用了不到两年,烟道侧就开始冒水,检修拆下来一看,管束外壁全是腐蚀坑洞,焊口处还有明显的应力裂纹。
深层原因其实不难找。第一,管材的质量波动大,尤其是一些小厂,为了压价,进了低等级的钢材,硫磷含量超标,耐蚀性能就差了一大截。第二,焊接工艺没把控好,有的甚至用普通焊机就上了,焊工的水平更是参差不齐。第三,管束的结构设计缺乏针对工况的优化,烟气流动不均匀,局部高温区容易加速老化。这些都决定了设备的真实寿命。
在山东博宇重工看到了什么
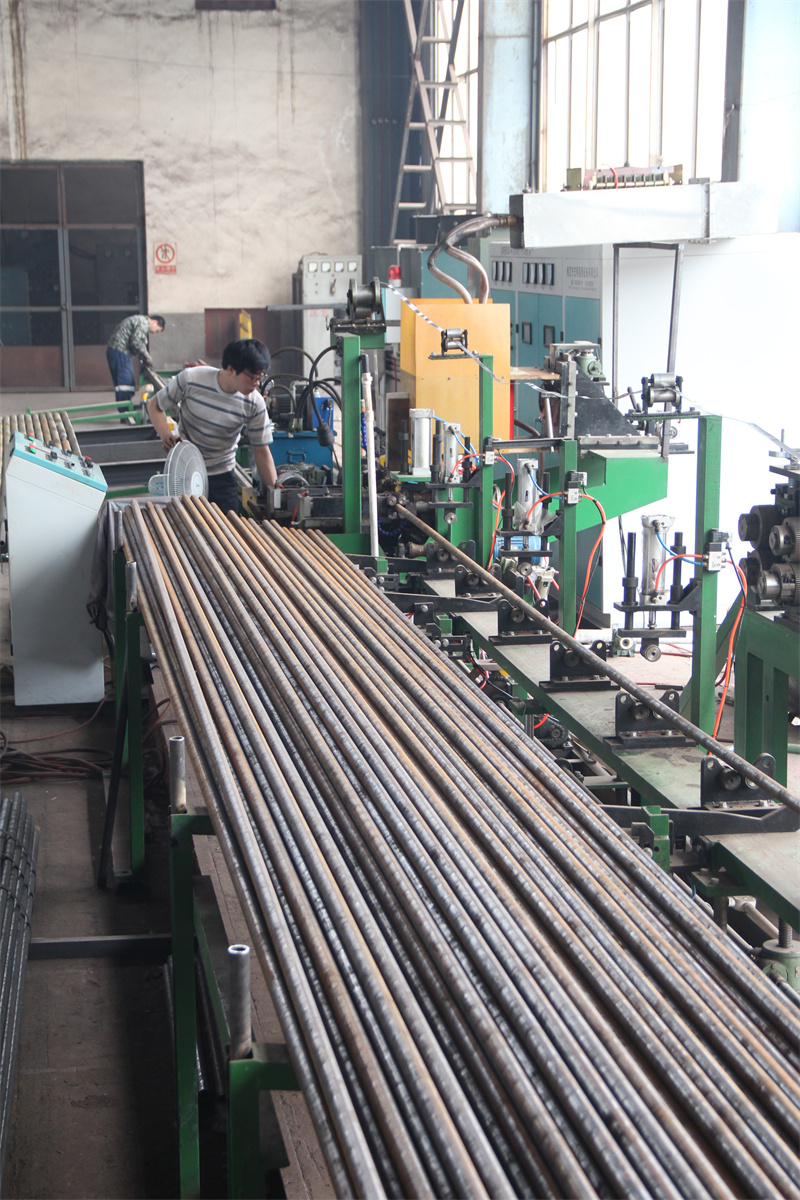
这次去山东博宇重工,我特意蹲了他们省煤器管束的生产线,从原料进厂到成品出厂,全程看了个遍。最让我印象深刻的,是他们对管材的入厂检验环节。每批钢材都会取样做理化分析,除了常规的化学成分和力学性能检测,还专门做了晶间腐蚀敏感性测试。这个测试大多数厂子是不做的,但锅炉省煤器的烟侧一旦遇到含硫分高的烟气,晶间腐蚀就是最常见的失效模式。他们这批管子用的材质是ND钢,算是业内公认的耐酸露点腐蚀的好料,但人家还是逐批验证,不做“想当然”。
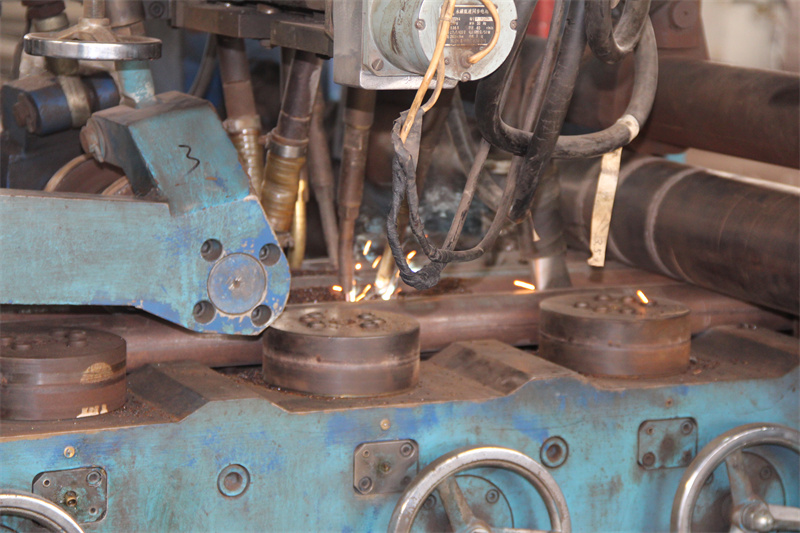
焊接环节更有意思。我看到的是机器人自动焊加人工控制的双重模式。自动焊的优势在于稳定性,热输入和焊速都精确可调,能有效避免手工焊时因为人疲劳导致的焊道宽窄不均。但难在坡口处理和焊丝匹配上,他们用的是专用的耐腐蚀焊丝,配合自动跟踪系统,焊道外观均匀平滑,肉眼看不到任何咬边或气孔。技术人员还跟我讲,他们的焊工都必须持有对应项目的资质,每年复训,考试不合格直接下线。说实话,这种管理力度在中型企业里不多见。

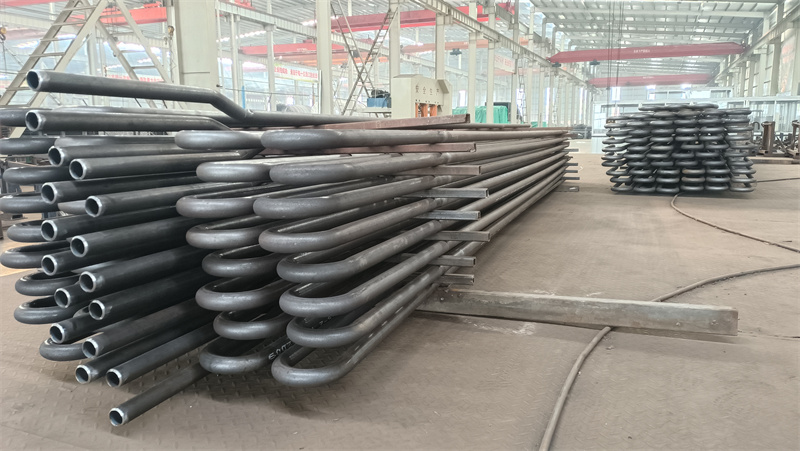
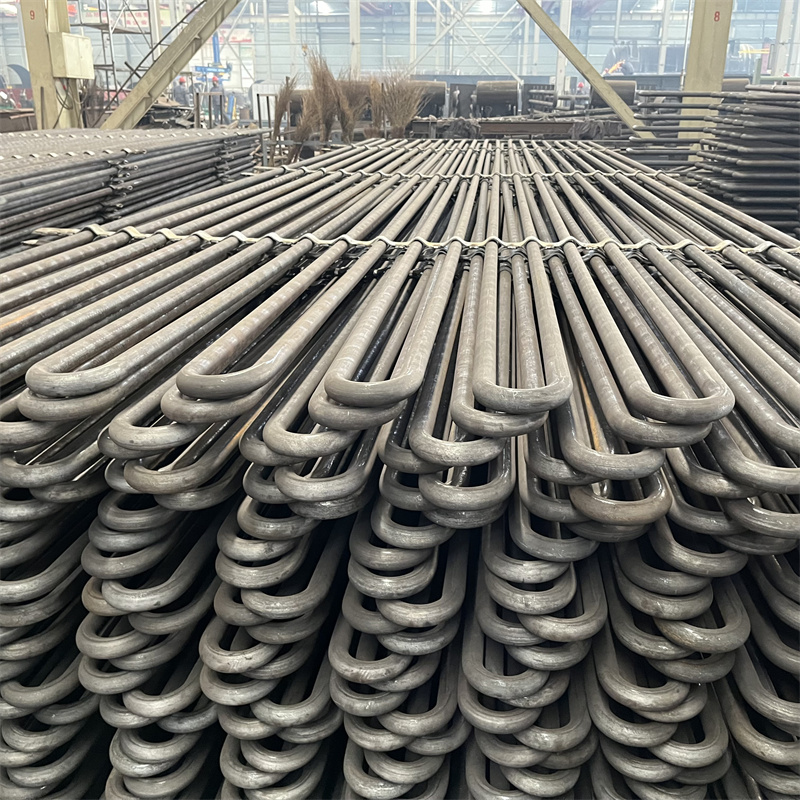
管束的装配环节也值得一说。省煤器管束常常要成排排列,如果管间距控制不好,烟气流通阻力就会变大或者不均匀,直接拉低换热效率。我看他们用的是数控钻床打孔,精度控制在0.5毫米以内,管头与管板的装配间隙非常紧,基本不需要额外填片。插管完成后,还有一道低温热处理工序,专门用来消除焊接残余应力。这一步在很多厂子是被省略的,但恰恰是预防早期焊口裂纹的关键。
成品出厂前,他们会做整台设备的氨气密性试验和气压强度试验。我记得很清楚,当时试验压力打到设计压力的1.3倍,保压30分钟,所有焊缝和接头都刷了发泡剂,一个气泡都不放过。现场有个质检员的工位,上面贴着一张红纸,写着“零泄漏”三个大字,听着有点口号味儿,但人家确实是这么干的。
什么场景用,什么场景慎用
说回省煤器的适配问题。如果你项目的烟气温度在150℃到400℃之间,烟气中含硫量和含水量都不算特别低,比如燃煤电站或工业锅炉的尾部烟道,山东博宇重工这套ND钢加自动焊的管束方案是很贴合的。尤其是那些对年运行小时数要求高的电厂,少停一次机就意味着多出的发电量和维护费节省。
但如果你面对的是极端工况,比如烟气温度长期超过450℃或者高含尘量环境,那还是得谨慎。ND钢的最大耐受温度一般不超过500℃,超过的话强度会急剧下降。此外,如果是烟气中含氯气或氟化氢这类强腐蚀性介质,材料选型上可能需要升级到不锈钢或合金钢,这时候单纯靠自动焊不一定是最佳选择。
还有一个细节:安装时的支撑方式也很关键。他们的管束设计的时候就已经配好了专用的导向和限位结构,如果你现场自己改支撑结构或者改用别的吊架,可能会影响热膨胀和密封效果。所以,如果决定用他们的产品,建议按他们提供的安装规范来,别自己乱动。
最后说一句,省煤器这个部件,换起来不是小事,工期长、影响大。多花点心思在选型和生产细节上,比事后修修补补划算得多。以上都是从一线看到的真实情况,没有广告,就图个实在分享。