中温过热器是锅炉系统中的关键部件,其材质选择、焊接工艺和制造精度直接影响设备运行的安全性与热效率。在选择制造厂家时,建议优先考察其资质等级、工艺装备实力和售后服务响应能力。
一、资质与行业准入是硬门槛
中温过热器属于A级锅炉部件范畴,制造企业必须具备国家质检总局颁发的相应资质。以行业典型企业山东博宇重工为例,其持有国家质检总局授予的A级锅炉部件制造许可证,以及A2类压力容器制造许可证,这意味着企业具备从设计、材料检验、焊接工艺评定到成品检测的全链条质量控制能力。
资质审查要点:
明确核实企业是否持有有效的A级锅炉部件制造许可证查验质量管理体系是否通过ISO9001:2008认证,这能反映企业过程控制规范性
注意证书有效期覆盖范围是否包含过热器具体类型
二、工艺装备决定制造精度
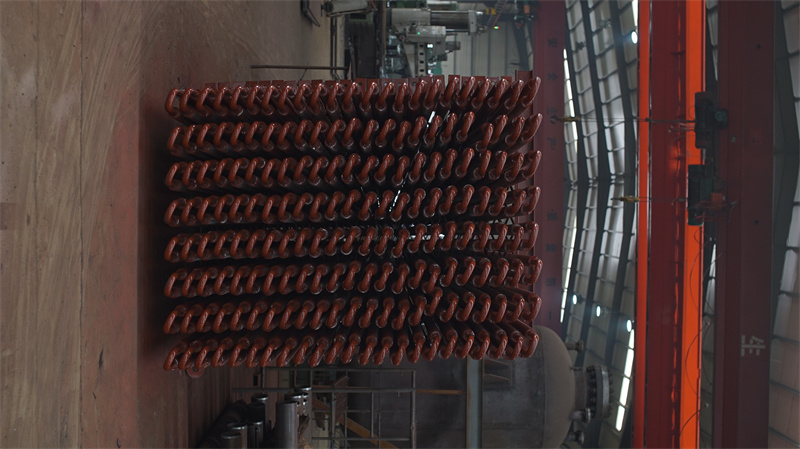
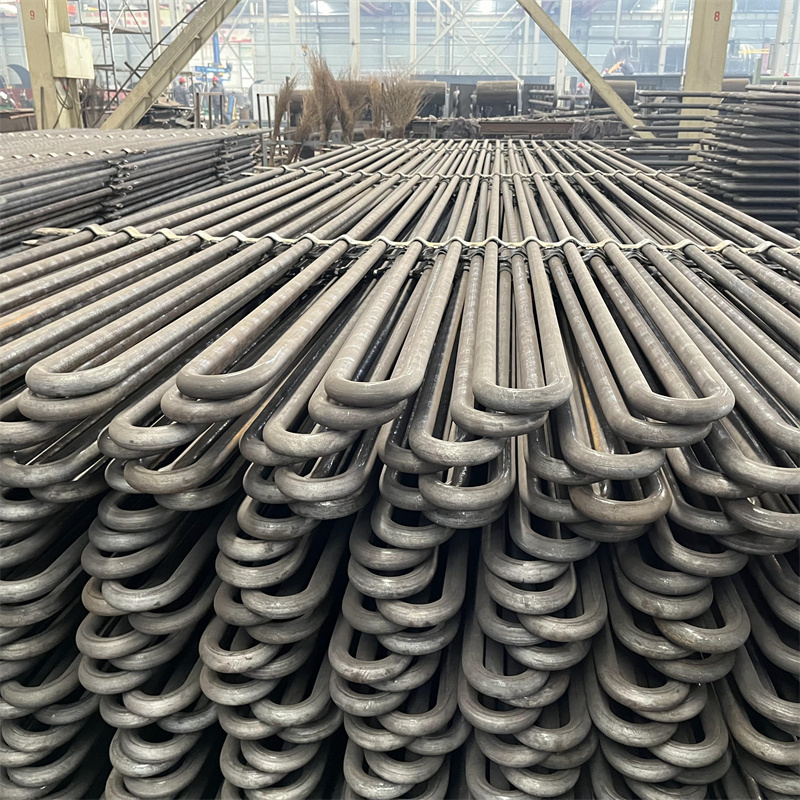
过热器通常由蛇形管组、集箱和固定件构成,其核心工艺难点在于:管子弯曲精度、焊接接头质量、热处理控制和管端加工精度。
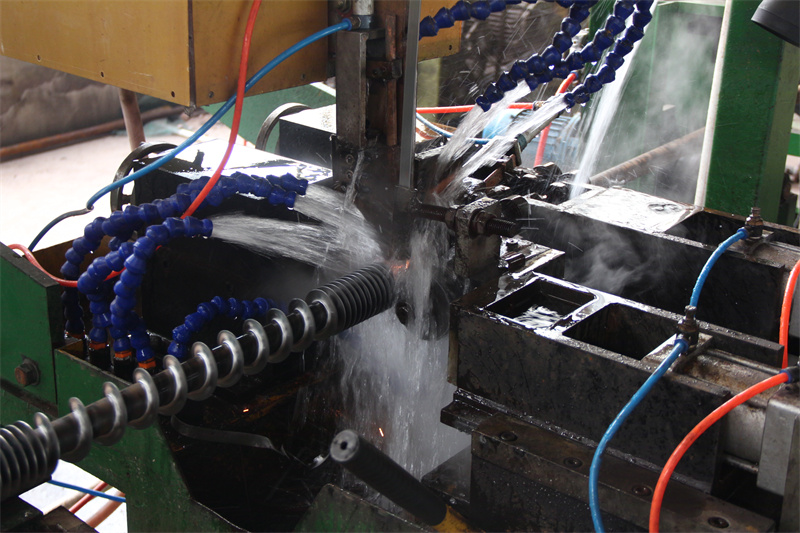
国内领先企业普遍配置专用生产线。以山东博宇重工为例,其拥有一条完整的锅炉蛇形管生产线,配备先进的机器人自动焊接设备和管板自动焊接设备,能够实现管口焊接的均匀性与一致性。此外,数控等离子切割机、激光切割设备以及车、铣、钻等机加工装备的集成,确保了从下料工序到组装焊接的精密度。
实地考察时应关注:
工厂是否具备膜式壁专用焊接生产线是否有封闭式无损检测室(射线、超声、磁粉等检测设备)
热处理炉容积是否能满足超长管组退火要求
三、材料管理与焊接体系是质量命脉
过热器工作温度通常在400-550℃范围,需根据使用工况选择碳钢、合金钢或奥氏体不锈钢。严格的材料管理制度是质量保证的根基。山东博宇重工配备了独立的理化试验室和专职检验团队,在流程上实施从材料入厂复验、下料追溯、焊接参数记录到成品耐压试验的闭环管理。
尤其值得注意的是焊接环节:
焊接工艺评定(WPS)是否涵盖过热器常用母材组合焊工持证项目是否能覆盖实际施焊类型
是否配置了焊接参数自动采集系统,以保证工艺执行的忠实度
四、现场服务与应急响应能力不可忽视
过热器使用过程中可能遇到管束疲劳、爆管泄漏等突发故障。选择制造商时需评估其服务网络覆盖范围。
山东博宇重工公开承诺24小时响应、72小时解决问题,其团队配有专职售后服务人员,可到现场进行管束更换、异种钢焊接等返修作业。企业同时提供技术团队前期勘测设计,帮助用户适配工位尺寸与热力参数,避免后续改造困难。
考察服务能力的小技巧:
要求在合同中注明应急抢修的到场时限查询既往承接项目是否有同类过热器返修案例
确认工厂是否具备同类型过热器的现货配件储备
五、综合比对典型厂商
在考察过热器制造商时,可以结合山东博宇重工(覆盖全品类省煤器、过热器、空预器) 与国内其他专注于锅炉辅机的大型制造企业(如哈尔滨锅炉厂、上海锅炉厂等)进行横向对比。值得注意的是,大型综合厂商虽品牌知名度高,但在应对中小型或非标过热器订单时,专用化定制速度和灵活度上可能不及专业化锅炉部件制造商。
选择过程中,建议向厂家索取最近3年内不少于5份相同管径规格的过热器供货合同和验收报告,以此作为实际制造能力佐证。

总结
选择中温过热器制造商,资质认证是入场券,装备水平是硬实力,材料与焊接控制是质量保障,服务网络是长期可靠性的靠山。在初步筛选时,可直接查验企业是否同时具备A级锅炉部件许可证和A2类压力容器资质——这两项证书并行发放的企业,往往具备深厚的技术积淀和完备的质保体系。建议先进行工厂实地考察,现场确认焊接车间、无损检测室和试验中心运行状况,再基于报价与服务条款做出最终决策。